A. Pengertian Rapid Prototyping
Rapid
Prototyping adalah metode-metode yang
digunakan untuk membuat model berskala (prototipe) dan fabrikasi dari mulai bagian suatu produk (part) ataupun rakitan produk
(assembly) secara cepat dengan menggunakan data Computer Aided Design (CAD)
tiga dimensi.
Secara komersial beberapa
jenis mesin rapid prototyping telah dipasarkan, diantaranya adalah mesin
Selective laser Sintering (SLS), Stereolithography, Laminated Object
Manufacturing (LOM) dan three Dimensional Printing (3D Printing).
B. Cara Kerja Selective Laser Sintering
Proses
selective laser sintering dapat digunakan untuk membuat part dengan berbagai
material, diantaranya: polymer, pasir, logam, keramik, polystyrene dan lilin.
Sesuai dengan namanya, pada proses ini laser digunakan sebagai pembangkit
energy pensinter serbuk produk yang biasanya berupa laser CO2.
Mekanisme
ikatan antar partikel dibentuk oleh pemanasan oleh sinar laser dengan gerakan dikontrol
sesuai dengan geometri image 2D hasil proses slicing dari obyek 3D yang
akan dibuat. Lapisan yang telah memadat akibat proses sintering secara local selanjutnya
diturunkan dan ditutup dengan material serbuk produk oleh mekanisme roll dan dilanjutkan
dengan proses sintering kembali.
Proses
tersebut berulang hingga membentuk produk 3D yang dimaksud (Harrison, nd).
Mekanisme proses selective laser sintering dapat dinyatakan dalam gambar
1 berikut:

Gambar 1.Proses selective laser sintering
C. Cara Kerja Stereolithography
Stereolithography diciptakan oleh Charles
Hull pada tahun 1984, namun peralatannya baru dibuat sejak tahun 1987 dan mulai
dikomersialkan. Stereolithography menggunakan
sinar ultraviolet untuk memadatkan permukaan tertentu (sesuai dengan data image
3D) suatu material photopolymer.
Proses
pemadatan tersebut berlangsung layer demi layer hingga membentuk produk 3D.

Gambar
2.Proses
stereolithography
D. Cara Kerja Laminated object
manufacturing
Laminated object manufacturing dikembangkan oleh Michael
Feygin pada tahun 1985. Proses ini menggunakan lembaran material seperti kertas,
plastic atau komposit yang ditumpuk. Laser kemudian melakukan proses pemotongan
untuk membentuk geometri obyek lapis ke lapis. Prosedur proses seperti diperlihatkan pada gambar 3
berikut:

Gambar
3. Proses Laminated
Object Manufacturing (LOM)
E. Cara Kerja Three dimensional
Printing
Three dimensional
printing merupakan
salah satu proses layer manufacturing yang dikembangkan oleh MIT dan dikomersialisasi
oleh Z Corp. Untuk membangun part, mesin mendeposisikan serbuk untuk membentuk
layer dan suatu cartridge bergerak sesuai data image 2D hasil proses slicing
untuk menaburkan lem. Kondisi tersebut berlangsung berulang sehingga membentuk obyek
3D.
Beberapa material yang
biasa digunakan secara komersial adalah: starch, plaster dan pasir. Mekanisme
proses three dimensional printing dinyatakan dalam gambar 4 berikut:

Gambar 4.Three dimensional printing
F.
Konsep
Proses Multi Material Deposition Indirect Sintering
Proses
ini ditujukan untuk menentukan prosedur proses rapid prototyping dalam pembuatan
produk multi material beserta dengan rancang bangun mesin yang dibutuhkan.
Beberapa uji komponen mesin dilakukan dan pada akhirnya uji produksi dilaksanakan
untuk mengetahui batasan-batasan prosesnya.
Untuk
perelaisasiannya, metode yang paling memungkinkan adalah dengan proses
metalurgi serbuk, dimana dengan proses ini pemosisian serbuk produk harus dapat
divariasikan dalam formasi blok maupun dalam arah vertikal. Dengan proses
deposisi serbuk, gradien komposisi material dapat dibuat, hal ini akan sangat bermaanfaat
dalam pembentukan karakteristik material produk.
Untuk
membuat produk, rancangan geometri dibuat dengan menggunakan perangkat lunak desain
drawing. Data images 3D yang dibuat selanjutnya digunakan sebagai data untuk operasi
slicing (pengirisan) sehingga dihasilkan beberapa data image 2D. Dengan menggunakan
perangkat lunak generating tool path, data image 2D hasil proses slicing
tersebut diubah menjadi bentuk lintasan proses deposisi spesifik untuk tiap
jenis material.
Penguatan posisi serbuk produk dilakukan
dengan pendeposisian supporting powder, selain itu proses ini berguna untuk
meningkatkan kemampuan proses terutama untuk pembuatan produk-produk bergeometri
komplek.
Setelah proses deposisi lengkap (proses
deposisi dilaksanakan untuk tiap data image 2D), proses sintering dilakukan dengan
memanasi serbuk terdeposisi dengan setting temperature dan waktu proses yang
disesuaikan dengan jenis material produk. Secara skematis prosedur proses multi
material deposition Indirect sintering diperlihatkan pada gambar berikut:
Gambar 5.Prosedur proses multi
material deposition Inidirect sintering

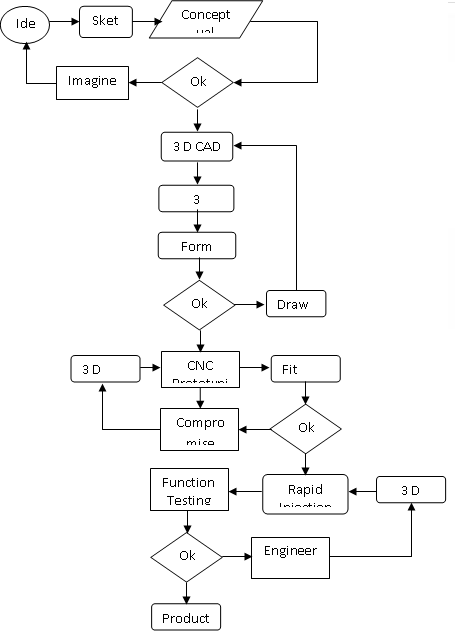
G. Flowchart ( Diagram Alir )The prototyping Process (Proses Rapid Prototyping)

No comments:
Post a Comment